Измерение внутреннего зазора подшипника с помощью калиброванного щупа
Внутренний зазор подшипника представляет собой люфт между его кольцами, который позволяет им перемещаться друг относительно друга. Это перемещение может быть радиальным (вдоль радиуса) или осевым (вдоль оси).
Крайне важно различать величину этого зазора до установки подшипника и его фактический рабочий зазор после монтажа и в процессе эксплуатации. Зазор до монтажа, как правило, превышает рабочий (остаточный) зазор. Это связано с тем, что при установке происходит посадка с натягом, а также термическое расширение или сжатие как самих колец подшипника, так и сопряженных с ним деталей.
Обычно оптимальный рабочий радиальный зазор должен быть немного положительным. Однако для шарикоподшипников допускается и небольшое предварительное натяжение.
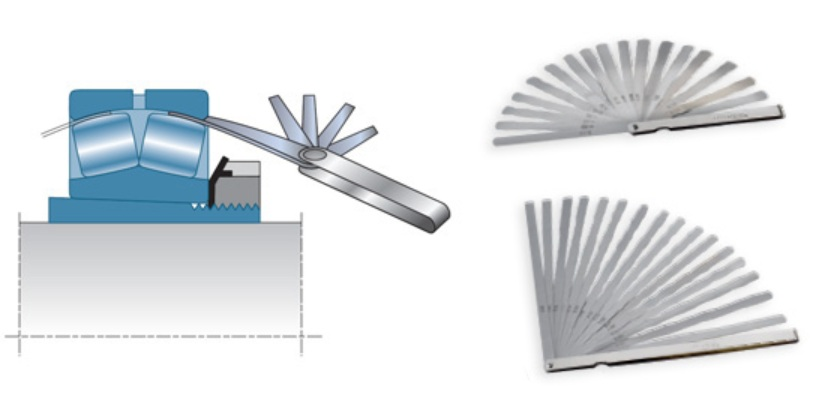
Для измерения радиального внутреннего зазора, особенно в средне- и крупногабаритных сферических и тороидальных роликовых подшипниках, до, во время и после монтажа, широко применяются калиброванные щупы.
Перед началом измерения необходимо несколько раз провернуть одно из колец, чтобы убедиться в правильной центровке колец и комплекта роликов с сепаратором. Начинают с щупа, который заведомо тоньше предполагаемого зазора. Затем, постепенно увеличивая толщину щупа, его перемещают между роликом и дорожкой качения до появления легкого сопротивления. Для подтверждения результата рекомендуется повернуть внутреннее кольцо на 180 градусов и повторить измерение.
При измерениях в крупногабаритных подшипниках, особенно с тонкими наружными кольцами, следует учитывать, что упругая деформация колец под весом подшипника или давлением щупа может искажать показания.
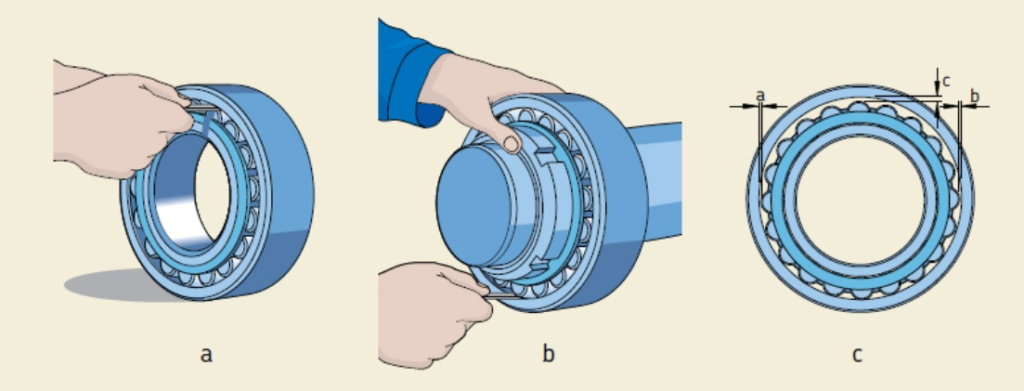
Для определения истинного зазора с высокой точностью, как до, так и после монтажа, рекомендуется следующий алгоритм:
- Измерьте зазор «c» в верхней точке (12 часов) для установленного подшипника или в нижней точке (6 часов) для подвешенного за внутреннее кольцо.
- Измерьте зазор «a» в положении 9 часов и зазор «b» в положении 3 часа, не меняя положения подшипника.
- Истинный радиальный внутренний зазор вычисляется по формуле: 0,5 (a + b + c).